|
RIZHAO LONGNUO TRADE CO.,LTD
|

interlock brick machine
| Price: | 64620.0~69600.0 USD |
| Payment Terms: | T/T |
| Place of Origin: | Shandong, China (Mainland) |
|
|
|
| Add to My Favorites | |
| HiSupplier Escrow |
Product Detail
1.Electric and hydraulic system
2.Synchronous vibration
3.The unique forcing charge system
4.Best Price, PLC Control
5. Free one mold
QT9-15 Concrete Brick Machine
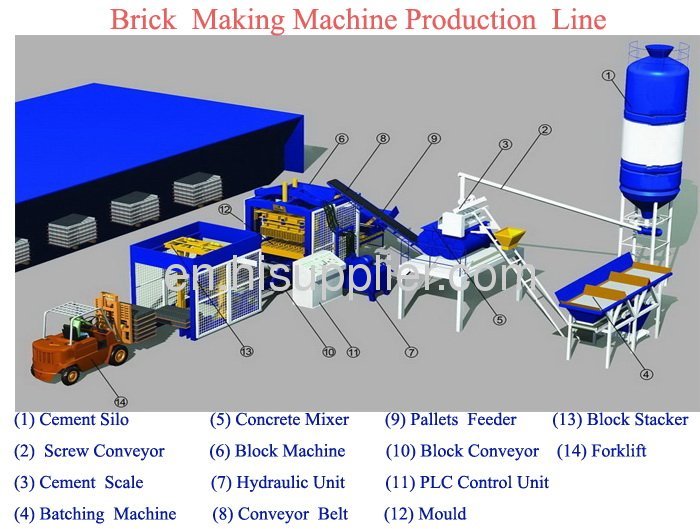
Production Line
Introduction of Concrete Brick Machine
- It is controlled by PLC.person and machine have a conversation with computer.Fault dignosis and long-distance contrlollingis easy to study.
- Electric system and hydraulic system work together with the machie .According to different material ,we can chang the libration way and achieve low frequency in feeding material,high frequency making .the product on the same pallet has small error and assrues the consistency.
Main parameter of Concrete Brick Machine
Overall Dimension | 7520*2220*2960mmBoard feeder and block feeder included |
Rated pressure | 21MPa |
Main vibration form | Platform vibration |
Cycle Time | 15-25 seconds |
Vibrating Frequency | 2800-4500 rolls/minute |
Motors Power | 40.58KW |
Pallet Size | 1350*720mm |
Raw Materials | crushed stone, sand, cement, dust and coal fly ash, cinder, slag, gangue, gravel, perlite, and other industrial wastes. |
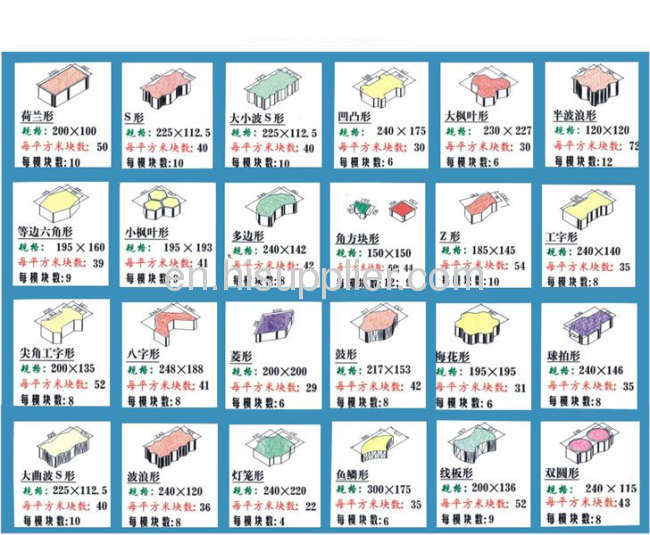
Applied Products | concrete blocks, solid/hollow/cellular masonry products, paving stones with or without face mix, garden and landscaping products, slabs, edgers, kerbstones, grass blocks, slope blocks, interlocking blocks, etc. |
Applied Fields | widely used in buildings, road pavings, squares, gardens, landscaping, city constructions, etc. |
Productvity of Concrete Brick Machine
Size | Quantity | Cycle moulding | Per hour | |
Hollow brick | 400*200*200 | 9 | 20-25s | 1296-1620pcs |
Porous brick | 240*115*90 | 25 | 15-20s | 4500-6000pcs |
Standard brick | 240*115*53 | 50 | 15-17s | 10500-12000pcs |
Sample of Concrete Brick Machine
Production Line
The working processes:
1. The belt conveyor conveys the concrete to the hopper of the brick making machine
2. The pressing-mold (up-mold) be lifted for scatting the materials into the shaping-mold.
3.the scatting cart of the brick making machine scatting the concrete into the shaping mold(down-mold),then back to the station on the back of the brick making machine.
4.The down-vibration case began to vibrating to make sure the concrete feeding into the shaping
mold uniformly while the scatting cart scatting the concrete into the shaping mold.
5. The pressing-mold press down on the concrete in the shapping mold to make the surface of the
concrete flat for feeding the color concrete on it.
6. The color feeding machine feeds the color concrete on the surface of the concrete in the shaping
mold, then back to its station.
7.the pressing-mold press down on the concrete in the shaping mold again, the up-vibration case and the down-vibration case began to vibrating to make the brick forming
process more smooth and uniform, and make sure enough strength and hardness of the finished
bricks.
8. The up-vibration case and down-vibration case stop to vibrate, the pressing-mold be lifted, then
the shaping-mold lifted, the brick forming is finished.
9. The brick conveyor conveys the bricks to the stacker from the brick making machine. Repeat
the processes above, to make the production continuous.
All the processes is working automatically and continuously, it is controlled by PLC. You can get
the detailed impression from the .
Didn't find what you're looking for?
Post Buying Lead or contact
HiSupplier Customer Service Center
for help!
Related Search
Interlock Sewing Machine
Brick Machine
Brick Making Machine
Cement Brick Machine
Cement Brick Making Machine
Concrete Brick Making Machine
More>>
Find more related products in following catalogs on Hisupplier.com
Related Products
-

-

-
 6 Ton Cable Tension Stringing Equipments with German Rexroth Hydraulic pumpSA-YQ60 SA-YQ90 SA-YZ30A SA-YZ2X35
6 Ton Cable Tension Stringing Equipments with German Rexroth Hydraulic pumpSA-YQ60 SA-YQ90 SA-YZ30A SA-YZ2X35
-

-
-
-
6 Ton Cable Tension Stringing Equipments with German Rexroth Hydraulic pumpSA-YQ60 SA-YQ90 SA-YZ30A SA-YZ2X35
-




Company Info
RIZHAO LONGNUO TRADE CO.,LTD [China (Mainland)]
Business Type:Manufacturer, Trading Company, Distributor/Wholesaler
City: Rizhao
Province/State: Shandong
Country/Region: China (Mainland)
|
Longnuo01:
|
You May Like:







































Product (479)
- oil skimmer (33)
- Pre-clearner (1)
- Destoner (11)
- Paddy cleaner (6)
- Rice hulling equipment (10)
- Combined rice mill (14)
- Paddy separation equipment (5)
- rice milling equipment (63)
- Length grader (3)
- Thickness Grader (1)
- Rice polisher (7)
- Polished rice grading equipment (1)
- Bucket Elevator (3)
- Rice packing machine (2)
- Mini rice mill (26)
- Brick making machine (201)
- Others (92)
